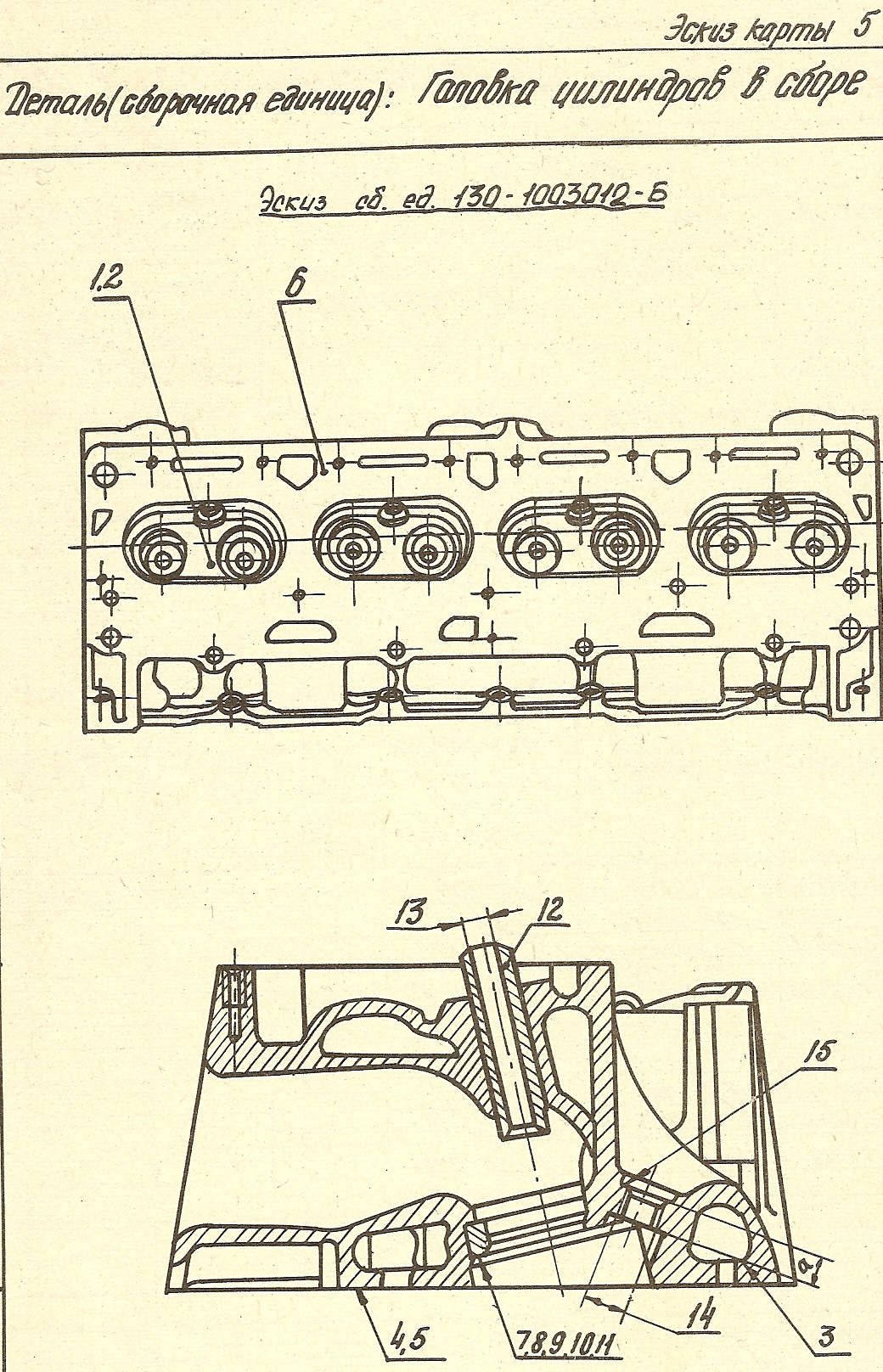
Головка цилиндров Зил-130
Дефектная ведомость
| № п/п | Возможный дефект | Способ устранения дефекта и средство контроля | Размер по чертежу | Размер допустимый без ремонта | Заключение |
| 1 | Разрушение посадочных мест под седла клапанов и перемычек между ними. | Осмотр | - | - | Браковать |
| 2 | Пробоины, прогар или трещины на стенках камеры сгорания. | Осмотр. Испытание на герметичность водой под давлением 2.5...3 кгс/см2 | - | - | Браковать |
| 3 | Трещины на рубашке охлаждения | Осмотр. Испытание на герметичность водой под давлением 2.5...3 кгс/см2 | - | - | Браковать |
| - | Обломы или забоины в местах крепления выпускного коллектора | Осмотр | - | - | Браковать |
| 4 | Трещины на поверхности прилегания к блоку цилиндров | Осмотр | - | - | Браковать |
| 5 | Коробление поверхности прилегания к блоку цилиндров. | Линейка ШП-2-630 ГОСТ8026-75 Щуп 0.2 ГОСТ882-75 | Не плосткосность не более: 0,15 | Не плосткосность не более: 0,2 | Браковать |
| 6 | Коррозия или пористость на поверхности прилегания к блоку цилиндров в зоне отверстий водяных полостей и отверстий под болты крепления | Осмотр | - | - | Зачистить и заделать синтетическими материалами |
| 7 | Трещины на седлах клапанов. | Осмотр Лупа ЛП1-25Х ГОСТ 7594-75 | - | - | Заменить седла |
| 8 | Ослабление посадки седел клапанов | Проверка посадки легкими ударами молотка. | - | - | Заменить седла |
| - | Износ отверстий под седла клапанов: -впускных -выпускных | пробка 56,53 ГОСТ 2015-69 пробка 46.03 ГОСТ 2015-69 | +0,03 56,5 +0,027 46 | - 46,03 | Обработать до ремонтного размера +0,03 56,8 мм Поставит седла ремонтного размера57-0,03 мм Обработать до ремонтного размера +0,027 46,3 мм Поставит седла ремонтного размера 46.5 -0,025 мм |
| 9 | Окисление, риски или раковины на рабочих поверхностях седел клапанов | Осмотр | - | - | Обработать рабочую поверхность и фаски до устранения дефектов. Заменить дефектные седла. |
| 10 | Износ рабочих поверхностей седел впускных клапанов | Штангенциркуль ШЦ-1-125-0,10 ГОСТ 166-73 | Ширина рабочей фаски: 1.1 | Ширина рабочей фаски: 1.5 | Обработать рабочую поверхность и фаски до устранения дефектов. Заменить дефектные седла. |
| 11 | Износ рабочих поверхностей седел впускных клапанов | Штангенциркуль ШЦ-1-125-0,10 ГОСТ 166-73 | Ширина рабочей фаски: - | Ширина рабочей фаски: 4 | Обработать рабочую поверхность и фаски до устранения дефектов. Заменить дефектные седла. |
| 12 | Ослабление посадки направляющих втулок клапанов. | Проверка посадки от руки | - | - | Замена втулки |
| - | Износ отверстий под направляющие втулки клапанов -размер по рабочему чертежу 1й ремонтный 2й ремонтный | Нутромер 18-50 ГОСТ 9244-75 | +0,033 19 +0,033 19,3 +0,033 19,6 | 19,04 19,34 19,64 | Обработать до ремонтного размера Поставить втулки ремонтного размера. |
| 13 | Износ отверстий направляющих втулок клапанов -размер по рабочему чертежу -ремонтного размера | Нутромер 10-18 ГОСТ 9244-75 | +0,027 11 +0,027 11,2 | 11,04 11,24 | Обработать до ремонтного размера. Заменить втулки. |
| 14 | Срыв или износ резьбы под свечи | Осмотр Калибр пробка М14*1.25-7Н ГОСТ 8465-73 | М14*1,25-6Н | - | Поставить ввертыши |
| 15 | Неравномерный износ поверхностей под свечи | Осмотр Калибр8 | - Размер "а" 10.5-1,1 | - | Обработать до устранения дефекта Браковать при размере "а" менее 8.0 мм |
| - | Обломы шпилек в резьбовых отверстиях | Осмотр | - | - | Удалить обломанные шпильки и калибровать резьбу |
Дополнительные указания:
При восстановительных ремонтах допускается:- по дефектам 3 и 4 - заварка в аргоне;
- по дефектам 5 и 6 - обработка поверхности прилегания до устранения дефектов. При этом глубина камер сгорания, замеренная по осям отверстий направляющих втулок, должна быть не менее 18мм.
(размер по рабочему чертежу 19±0,15мм)
- по дефекту 14 - заварка;
- по дефекту 15 - наплавка.