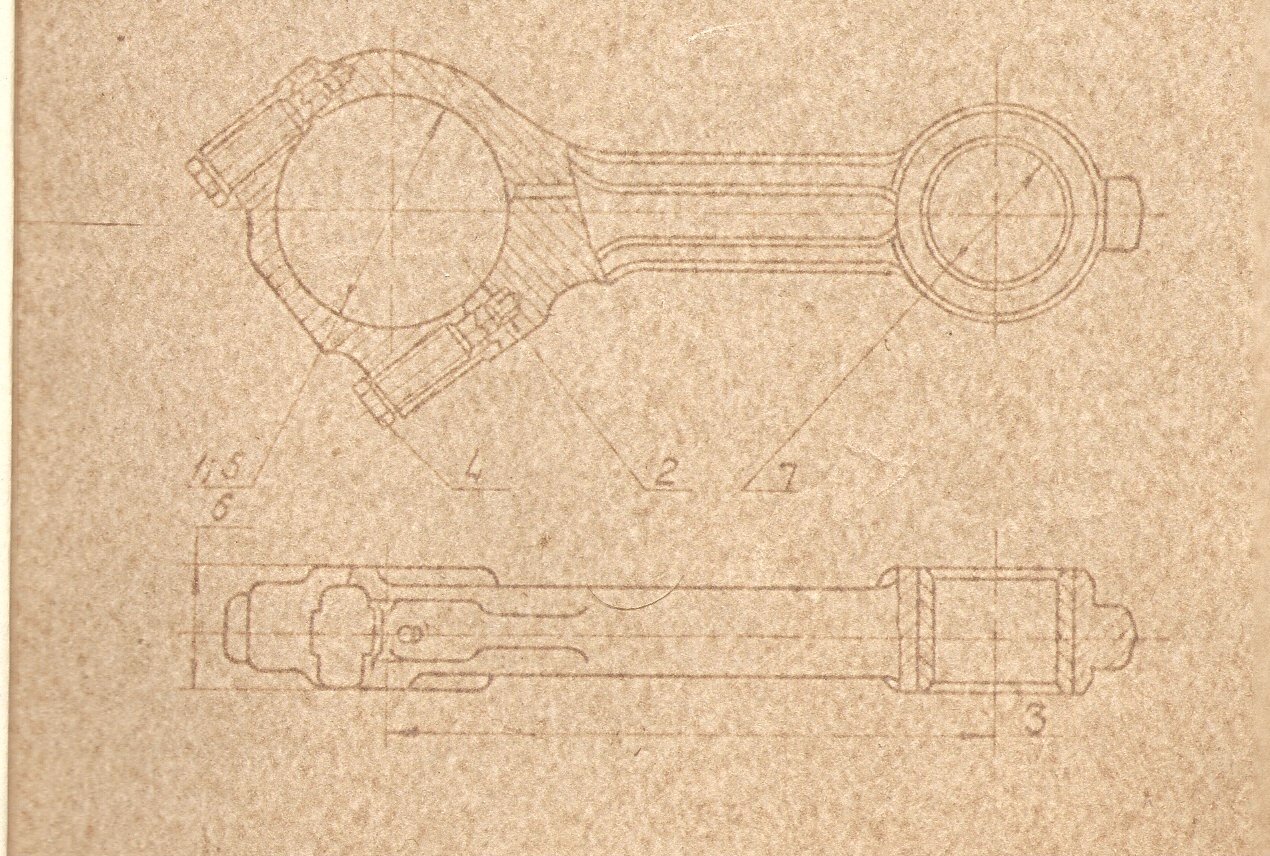
Шатун двигателя ЯМЗ
Материал: - шатун -сталь 40ХФА (по ТУ завода изготовителя);
- крышки -сталь 40Х ГОСТ 4543-71;
- болтов -сталь 40ХН2Ь8 ГОСТ 4543-71;
- втулки - Бронза Бр ОСЦ 5-5-5 ГОСТ 613-79
- шатуна с крышкой НВ 229...269
- втулки НВ 70 не менее
- болтов НRC 34...38
240-1004045-Б
Дефектная карта
| № п/п | Возможный дефект | Способ устранения дефекта и средство контроля | Размер по чертежу | Размер допустимый без ремонта | Заключение |
| 1 | Обломы или трещины на шатуне или крышки | Осмотр | - | - | Браковать |
| 2 | Сдвиг металла на поверхности отверстия нижней головки, как следствие проворачивания вкладыша | Осмотр | - | - | Браковать |
| 3 | Повреждение резьбы в отверстиях шатуна под болты | Осмотр калибр-пробка резьбовая М16*1,5-6Н...7Н | М16х1.5-5Н...6Н | - | Браковать |
| 4 | Уменьшение расстояния между осями отверстий верхней и нижней головок шатуна | Шаблон 264,5 | 265±0,05 | 264,5 | Заменить втулки и обработать со смещением оси |
| - | Изгиб или скручивание шатуна | Приспособление | Не параллельность или перекос осей не более: 0,04 на длине 100 | Не параллельность или перекос осей не более: 0,08 на длине 100 | Замена втулки верхней головки и обработка ее отверстия параллельно отверстию нижней головки |
| 5 | Задиры на поверхности отверстия нижней головки шатуна или износ отверстия по диаметру | Осмотр Нутромер 50-100 ГОСТ 9244-75 Пробка 93.03 | +0,021 93 | 93,03 | Железнить |
| 6 | Износ торцов нижней головки | Осмотр Шаблон 41.25 | -0,076 41,4-0,115 | 41,25 | |
| 7 | Износ отверстия во втулке верхней головки | Пробка 50,06 ГОСТ 2015-69 | +0,040 50+0,031 | 50,06 | Заменить втулку |
| Износ отверстий под втулку верхней головки номинальный размер: 1й ремонтный: 2й ремонтный: | Пробки ГОСТ 2015-69 56,05 56,25 56,45 | +0,3 56 +0,3 56,2 +0,3 56,4 | 56,05 56,25 56,45 | Обработать до ремонтного размера, Железнить | |
Дополнительные указания
1. Шатун с крышкой в процессе ремонта не должны быть раскомплектованы.2. При контроле по дефектам 3,5 и 6 шатунные болты должны быть затянуты моментом 20... 22 кгсм
3. Контроль отверстия под втулку производить после выпресовке втулки только при наличии деф.7 или ослаблении ее посадки