Тему можно прокомментировать в гостевой книге . Восстановление работоспособности втулок шатуна
ЯМЗ методом усадки
Эскизы требуют проработки инженерно-техническими работниками ответственность за размеры элементов приспособления должна лечь на них;)
Разработаны и изготовлены детали приспособления.
Проведены испытания усадки опытных образцов.
После усадки, втулки соответствуют тех. требованиям:
Изменение линейного размера -не более 3мм.,
Восстановлен внутренний диаметр втулки до размера 50-0,3 ,
Восстановлен наружный диаметр до размера 58+0,1мм
Сводная карта технологического процесса механической обработки:
1 Точить основание согласно чртежа Рис 1
2 Точить матрицу согласно чертежа Рис 2
3 Точить оправку согласно чертежа Рис 3
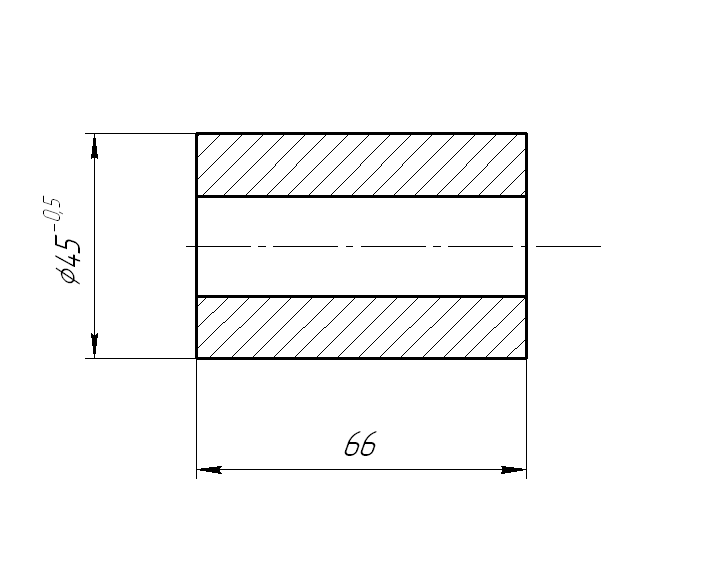
4 Торцевать поршневой палец до размера 66мм Рис 4
5 Шлифовать палец до диамметра 49+0,7мм
Термообработать
Процесс усадки втулок:
- Визуально дефектовать втулки шатуна вышедшие из допустимого размера, не допускаются трещины и излишние деформации износ внутреннего диаметра в плоскости отв под смазку не должен превышать Ø50 +0.07 мм
-Смазать втулку маслом для упрощения выпресовки
-Установить в матрицу
-Пресовать втулку до упора оправки в основу на прэссе.
-Выпресовать втулку из основы спец оправкой.
- Усаженые втулки запрэсовать в шатун до совмещения с масленным каналом в шатуне.
-Расточить втулку до номинального размера
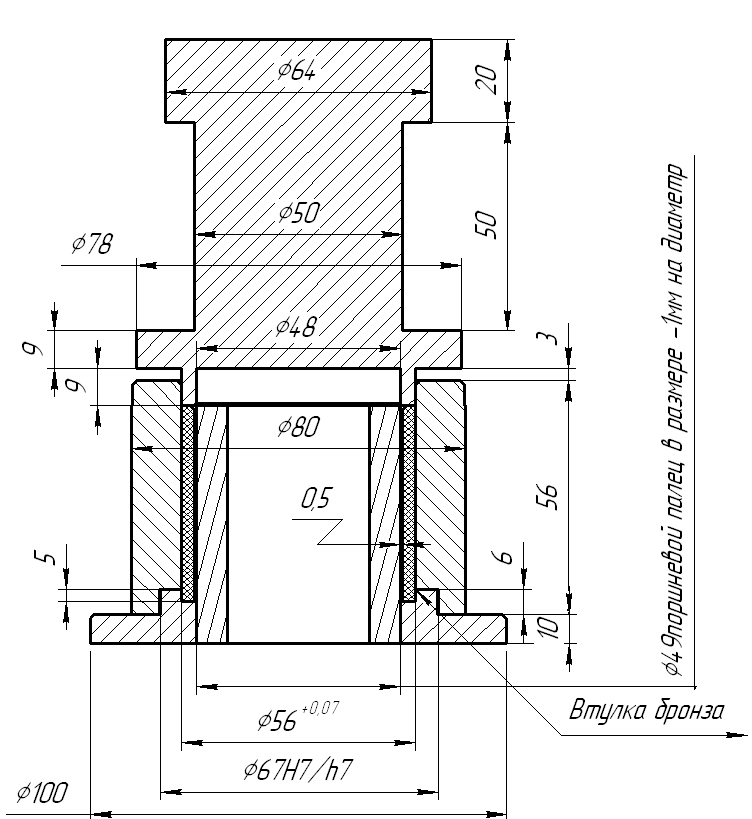
Рис 1 Основание.
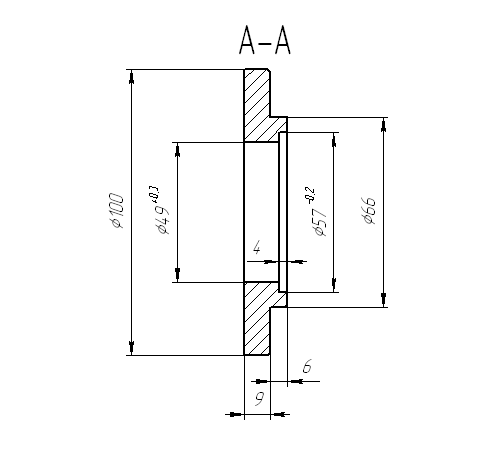
Рис 2 Матрица (-2 десятки на внутренний диаметр существенно влияют на весь процесс, так что этим размером можно лавировать для обеспечения наиболее оптимальных припусков под конечную обработку.)
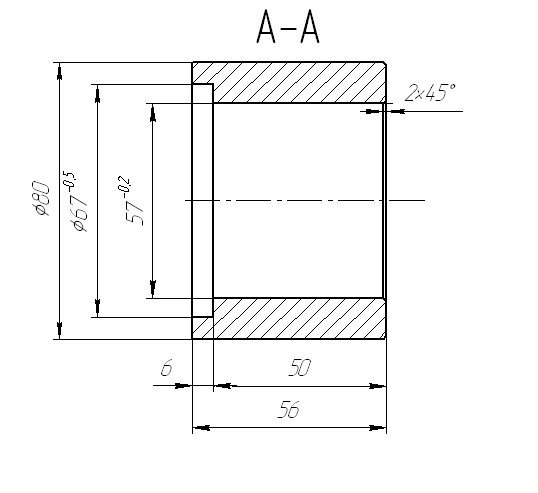
Рис 3 Оправка (на торце можно изобразить сферу для обеспечения равномерного распределения нагрузки по диаметру рабочей части оправки - перекос оправки при усадке может привести к неравномерному расширению материала- образование лысок после конечной обработки .)
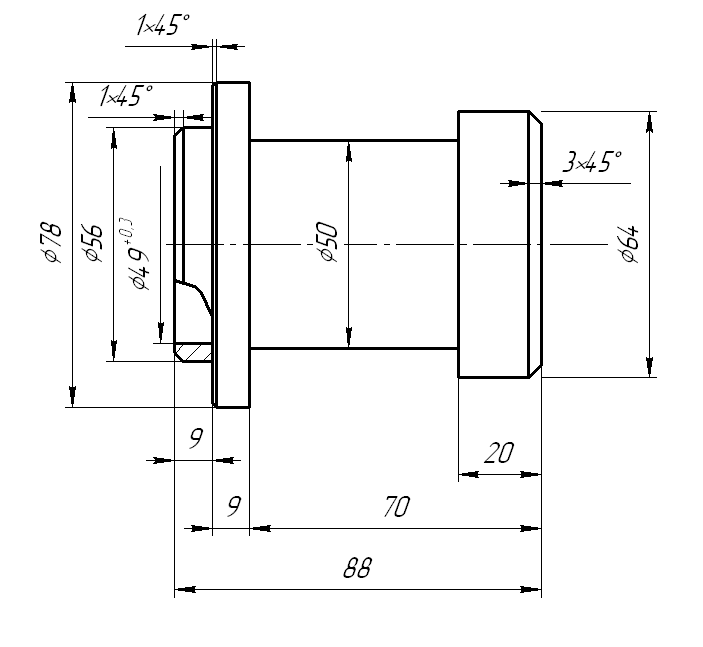
Рисунок 4 Палец ЯМЗ (доработаный)
Не исключено применение проставочной шайбы для выдержки размера усадки не более 3 мм.. Данный способ применим к втулкам старого образца (из цельной бронзы). Наиболее неустойчивой является поверхность маслянной канавки по диаметру. В ряде источников предлагают вставлять разрезное кольцо в образовавшееся пространство между втулкой и доработанныим пальцем. Либо делать палец из 2х частей с буртом соответствующем канавке.
Эскиз сборки
Зазор втулка -палец лучше изменить на - не более 0.3
Тему можно прокомментировать в гостевой книге .
| 





