Приступаем к намотки первичной обмотки W. Ее наматывают по всей окружности магнитопровода. Во внутренней его части витки укладывают рядом без промежутков, в наружной делают небольшие промежутки.
Если рассчитанное число витков не поместилось в один слой, надо часть электропровода с уже намотанными витками опять сделать изоляцию эпоксидным клеем и мешковиной и закончить первичную обмотку, наматывая второй слой витков. Где начать и окончить обмотку не имеет значения. Концы обмотки лучше делать из гибкого многожильного провода, чтобы в будущем они не обламались.
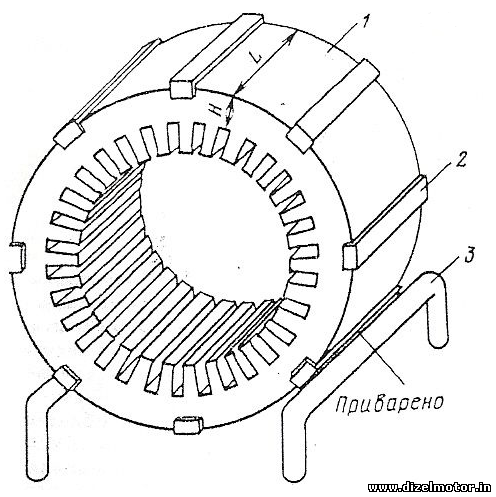
Для расчета витков в первичной и вторичной обмотках следует определить сечение магнитопровода по следующей формуле:
S=L·H,см².
L и H на магнитопроводе (рис 2). Затем определяют число витков для одного вольта напряжения:
T=30:S,
где 30 постоянный коэффициент.
Дальше можно рассчитать число витков в первичной W¹ и вторичной W² обмотках:
W¹=T·380;
W²=T·10.
Число 380 берем потому, что аппарат рассчитываем для работы в сети 380 В, а 10 потому,что вторичная обмотка должна давать напряжение 10 В или чуть больше.
Для наглядности дадим расчет обмоток аппарата изображенный на рисунке
H=3,5 см; L=17 см.
S=3,5·17=59,5 см²
T=30·59,5=0,5 витка.
W¹=380·0,5=190 витков
W²=10·0,5=5 витков
Диаметр витка для первичной обмотки можно брать в пределах 2,6...3,2 мм, для вторичной-8...12 мм.
После того, как будет намотана первичная обмотка, ее следует хорошо заизолировать в два слоя эпоксидным клеем и мешковиной. От этого зависит безопасность работы и надежность аппарата.
При сварке контактным способом во вторичной обмотке протекают очень большие токи, измеряемые тысячами ампер.
В этом случае можно применить такой способ: сделать несколько параллельных обмоток из проводника толщиной 8...12 мм.
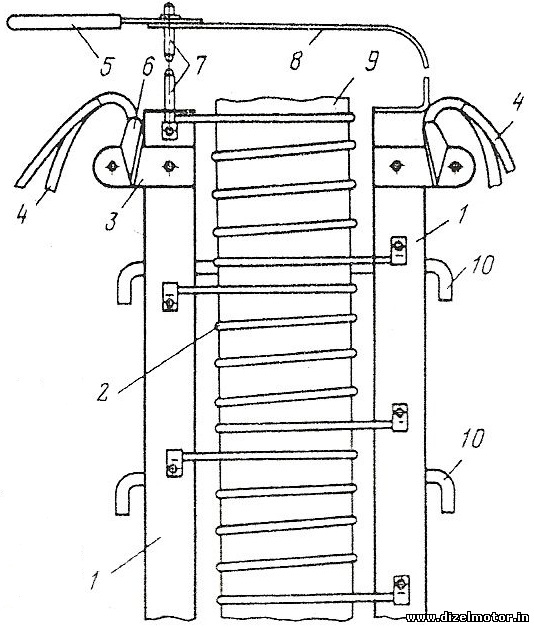
Эти параллельные вторичные обмотки наматываем поочередно по всей окружности магнитопровода поверх заизолированной первичной обмотки- сколько их поместиться в один слой. Концы обмоток подсоединяем к медным кольцам-коллекторам укрепленных на деревянных брусках. Как намотаны и соединены параллельные вторичные обмотки показано на рисунке (7).
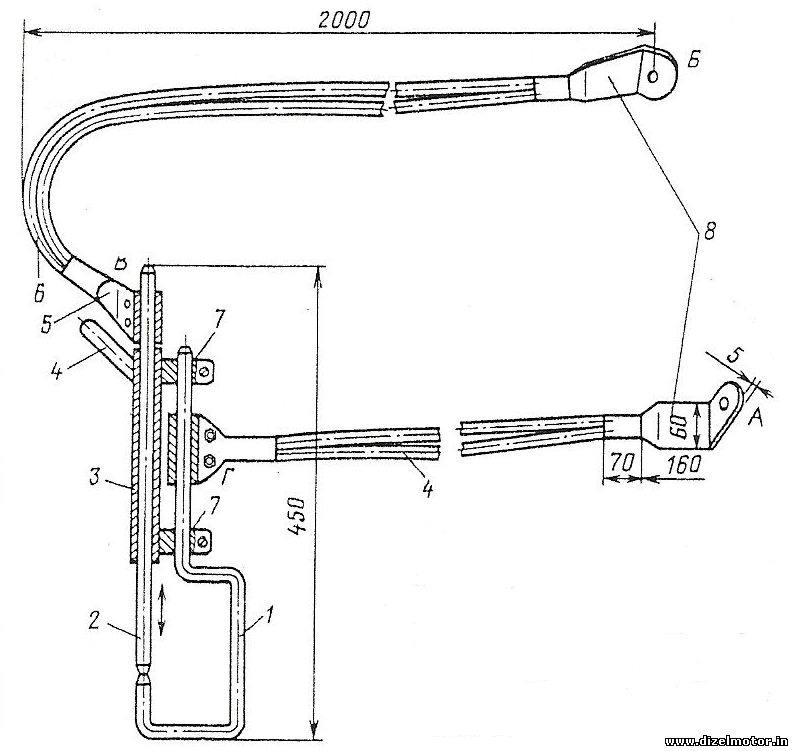
Рисунок 3. Конструкция переносных электродов (первый вариант): 1- электрод изогнутый; 2- электрод прямой; 3- направляющая трубка; 4- ручка; 5- зажим-ручка; 6- кабель двойной; 7- изоляция; 8- зажимы.
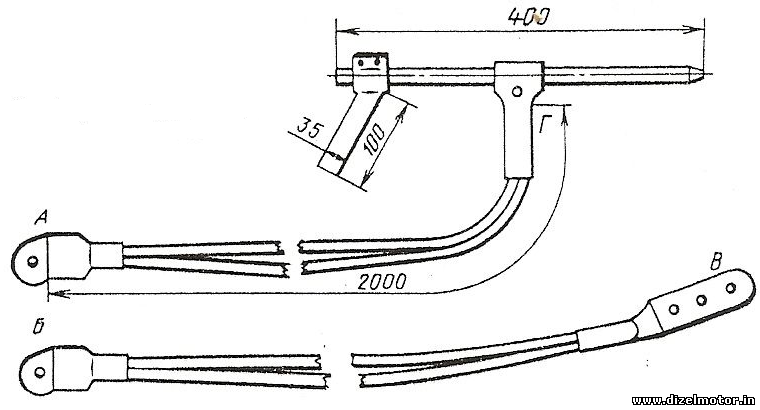
Рисунок.4 Второй вариант
Там даны три параллельные обмотки, но их надо намотать столько, сколько поместиться в один слой по всей окружности магнитопровода.
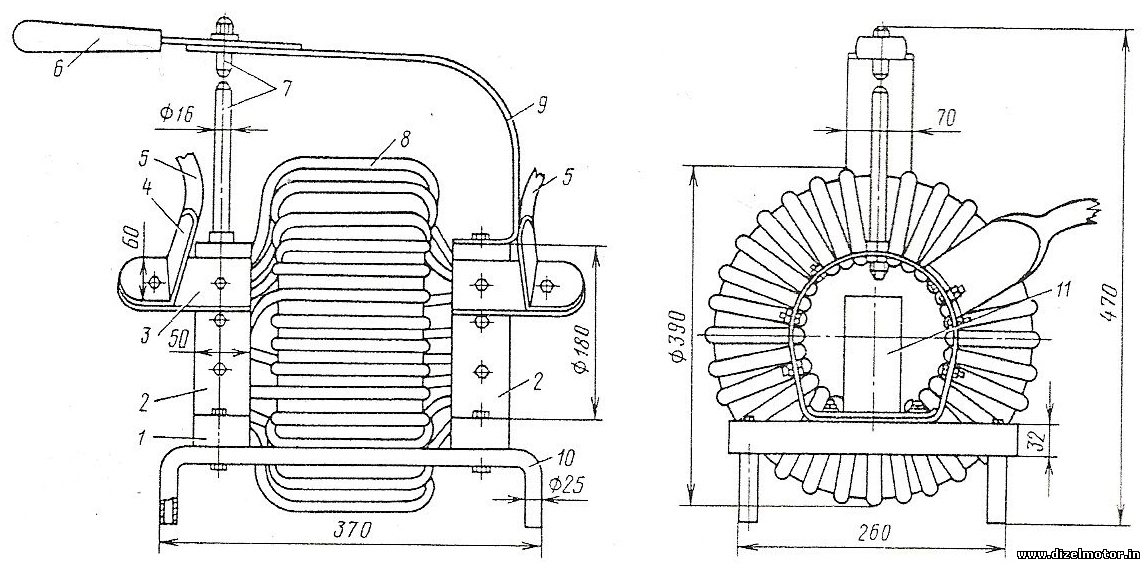
На коллекторных кольцах устанавливают медные сварочные электроды 7( рис 1). Один прямо на коллекторе, другой на планке 9. Этими электродами и проводиться точечная сварка деталей и конструкций.
Для сварки малоподвижных конструкций можно воспользоваться переносными электродами (рис 3 и 4). Они с помощью медных многожильных двойных кабелей подсоединяются зажимами А и Б к коллекторным кольцам. кабель можно брать от электродуговой сварки, его применяют здесь для подвода тока к электродержателю. Длина кабеля не должна превышать 2 метра.
Свариваемое место помещается между электродами 1 и 2. Электрод 2 может перемещаться по отношению к электроду 1 (на схеме показано стрелками). В период сварки левой рукой держат зажим Г, правой обхватывают круглую часть зажима В и ручку 4.Сжимают электроды на поверхности свариваемого места.
Электроды изолированы один от другого лентой или тонким текстолитом. Если приходиться много сваривать, электроды нагреваются и их надо охлаждать опуская в ведро с водой.
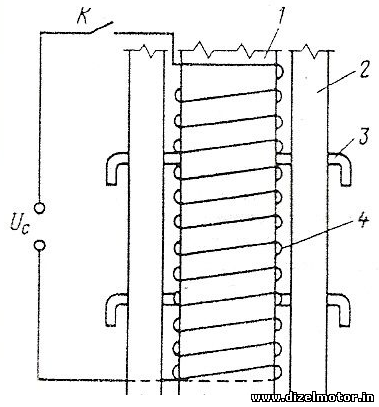
Рисунок 5. Схема первичной обмотки: 1- распрямленный магнитопровод; 2- кольца коллекторы; 3-ножки; 4- первичная обмотка
Рисунок 6. Схема намотки и соединения вторичной обмотки: 1- кольца коллекторы; 2- вторичная обмотка; 3- медная пластина; 4- кабель двойной; 5- ручка; 6- зажим; 7- электроды стационарные; 8- планка медная; 9- магнитопровод; 10- ножки.
Если место сварки невозможно охватить электродами, применяют электроды второго варианта (рис 4). Зажим В присоединяем к свариваемой детали, прикрепляя ее болтами, двумя руками держим привариваемую деталь, а переносным электродом делаем сварку.
Процесс сварки длится долю секунды. Для этого на долю секунды надо включать в сеть первичную обмотку. Это делается замыканием контакта К ( рис. 5). Результат бывает хорошим, если первичную обмотку в сеть включить через магнитный пускатель. Для этого надо поставить кнопку, которой управляют магнитным пускателем. В период сварки кнопку нажимаем ногой.
Магнитный пускатель 11 удобно поместить в отверстии магнитопровода. Для надежности работы силовые контакты присоединяют на параллельную работу, то есть все три контакта работают в одной сети. Сварочный аппарат рассчитан так, чтобы при работе с переносными электродами было напряжение 380 В. Если сварку вести стационарными электродами, аппарат включают в сеть 220 В.
Надо отметить, что зажимы А, Б, В, Г и медные кольца-коллекторы изготовляются из листовой меди толщиной 5 мм. Электроды - из медных прутков диаметром 16 мм или толще.