выполняется без предварительного подогрева детали. -Холодная сварка стальными малоуглеродистыми (углерода не выше 0.10%)
электродами с тонкой стабилизирующей обмазкой получила наибольшее
распространение. С целью уменьшения нагрева детали и выгорания кремния
сварку ведут на постоянном токе обратной полярности. Диаметр электродов
3-4 мм,ток 100-120А. Наплавленная сталь плохо сцепляется с чугуном из-за разной усадки. В
деталях сложной формы возможно появление трещин. Холодная сварка
стальным электродом сопровождается, как правило, образованием
отбеленного чугуна в шве и переходной зоне. При однослойной наплавке металл наплавленного валика представляет
собой закаленную высокоуглеродистую сталь большой твердости с
содержанием 0.7-0.9% углерода, значительным содержанием кремния,
марганца, а иногда фосфора, серы и других загрязнений, перешедших из
чугуна. Между наплавленным валиком и основным металлом образуется полоса
отбеленного чугуна шириной около 1мм и затем более широкая полоса
закаленного чугуна. При многослойной наплавке влияние чугуна на механические свойства шва
уменьшается. Уже третий наплавленный слой представляет собой исходный
материал электродов. Несмотря на получение чрезмерной хрупкости и твердости переходных зон, а
также небольшие затруднения при механической обработке, холодная сварка
стальным электродом нашла широкое применение а практике главным образом
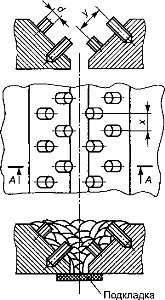
из-за простоты процесса. Для повышения надежности заварки трещин у
сильно нагруженных деталей на разделанных кромках трещины часто ставят в
шахматном порядке на резьбе упрочняющие стальные шпильки, Диаметр и
количество шпилек устанавливается в зависимости от толщины стенок
детале и длинны трещины. Рекомендуют принимать диаметр шпилек
d=(0.15÷0.2)s, (где, s- толщина стенки), но не менее диаметра
электрода. Расстояние между шпильками берут равным (4÷6)d, глубину
посадки - 2d, расстояние от кромок - не менее (1.5÷2)d. Шпильки
обваривают кругом и затем наплавляют весь шов. Способ холодной сварки чугуна малоуглеродистым электродом с наложением отжигающих валиков также успешно применяется. Здесь используются преимущества многослойной наварки. На первый сварочный валик длинной 40-50 мм сразу же накладывают второй отжигающий валик. При наложении второго валика первый больше прогревается и затем остывает с меньшей скоростью. Значительная часть цементита распадается, выделяется графит, а закаленная часть шва частично отпускается и нормализуется. В связи с тем, что в верхнем (отжигающем) валике углерода содержится значительно меньше, чем в первом, то он менее подвержен закалке, в результате резко снижается твердость всего шва и частично снимаются остаточные напряжения. Восстановление чугунных деталей способом отжигающих валиков в сочетании с установкой упрочняющих шпилек, скоб и других связей дает удовлетворительные результаты, однако этот способ трудоемок, малопроизводителен, требует большого расхода электродного материала. Во всех случаях когда не требуется высокая прочность сварного шва, для сварки чугуна применяют специальные электроды МНЧ, ОЗЧ и другие. Никель электродов МНЧ-2 не образует соединений с углеродом, поэтому наплавленный шов имеет малую твердость, почти отсутствует зона отбеленного чугуна, зона закаленного чугуна имеет невысокую твердость, которая может быть снижена небольшим отпуском. Наплавленный шов легко обрабатывается, но имеет низкую прочность. Слой, наплавленный электродом ОЗЧ-1, представляет собой медь, насыщенную железом с вкраплением закаленной стали, имеющей большую твердость. По границе шва отдельными участками располагаются зоны отбеливания. Сварку ведут короткой дугой постоянным током обратной полярности с перерывами для охлаждения детали до 50-60°С. Величина тока при диаметрах электрода 3-5мм составляет 110-190А. Для получения лучшей структуры шва участки в 40-60 мм сразу после сварки проковывают. Наплавленный шов имеет достаточно высокую твердость, его можно обрабатывать твердосплавным инструментом. Хорошие результаты дает сварка пучком электродов, состоящим из стального электрода с обмазкой УОНИ-13/55, медного и латунного стержней диаметром 3-4 мм. Процесс ведут с наклоном пучка электродов к детали на угол 35-45º медным прутком к детали. При наплавке стержни пучка плавятся не одновременно, отчего дуга получается блуждающей, расширяется зона теплового воздействия, шов медленно охлаждается, и улучшаются условия графитизации чугуна. Кроме того, цинк в латуни способствует раскислению металла и также снижает отбеливание чугуна. Наплавленный шов получается плотным и достаточно твердым, легко обрабатывается.
к.т.н доцент С.М. Бабусенко к.т.н доцент В.А. Степанов